
D'acord amb la Directiva RoHS de la UE (Acta Directiva del Parlament Europeu i del Consell de la Unió Europea sobre la restricció de l'ús de determinades substàncies perilloses en equips elèctrics i electrònics), la directiva exigeix la prohibició al mercat de la UE de vendre productes electrònics i electrònics. equips elèctrics que contenen sis substàncies perilloses com el plom com a procés sense plom de "fabricació verda" que s'ha convertit en una tendència de desenvolupament irreversible des de l'1 de juliol de 2006.
Han passat més de dos anys des que el procés sense plom va començar des de l'etapa de preparació.Molts fabricants de productes electrònics a la Xina han acumulat una gran experiència valuosa en la transició activa de la soldadura sense plom a la soldadura sense plom.Ara que el procés sense plom és cada cop més madur, l'enfocament de treball de la majoria de fabricants ha canviat de ser simplement capaç d'implementar la producció sense plom a com millorar de manera integral el nivell de soldadura sense plom des de diversos aspectes, com ara l'equip. , materials, qualitat, procés i consum energètic..
El procés de soldadura per reflux sense plom és el procés de soldadura més important de la tecnologia actual de muntatge superficial.S'ha utilitzat àmpliament en moltes indústries, com ara telèfons mòbils, ordinadors, electrònica d'automòbils, circuits de control i comunicacions.Cada vegada es converteixen més dispositius electrònics originals de muntatge de forat passant a muntatge en superfície, i la soldadura per reflux substitueix la soldadura per ones en un rang considerable és una tendència òbvia a la indústria de la soldadura.
Llavors, quin paper jugarà l'equip de soldadura per refluig en el procés SMT sense plom cada cop més madur?Mirem-ho des de la perspectiva de tota la línia de muntatge en superfície SMT:
Tota la línia de muntatge en superfície SMT consta generalment de tres parts: impressora de pantalla, màquina de col·locació i forn de reflux.Per a les màquines de col·locació, en comparació amb les sense plom, no hi ha cap requisit nou per a l'equip en si;Per a la màquina de serigrafia, a causa de la lleugera diferència en les propietats físiques de la pasta de soldadura sense plom i amb plom, es proposen alguns requisits de millora per a l'equip en si, però no hi ha cap canvi qualitatiu;El repte de la pressió sense plom és precisament al forn de reflux.
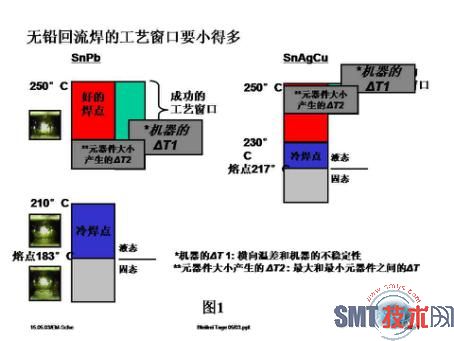
Com tots sabeu, el punt de fusió de la pasta de soldadura de plom (Sn63Pb37) és de 183 graus.Si voleu formar una bona junta de soldadura, heu de tenir 0,5-3,5 um de gruix de compostos intermetàl·lics durant la soldadura.La temperatura de formació dels compostos intermetàl·lics és de 10-15 graus per sobre del punt de fusió, que és de 195-200 per a la soldadura amb plom.grau.La temperatura màxima dels components electrònics originals a la placa de circuit és generalment de 240 graus.Per tant, per a la soldadura amb plom, la finestra del procés de soldadura ideal és de 195-240 graus.
La soldadura sense plom ha comportat grans canvis en el procés de soldadura perquè el punt de fusió de la pasta de soldadura sense plom ha canviat.La pasta de soldadura sense plom que s'utilitza actualment és Sn96Ag0.5Cu3.5 amb un punt de fusió de 217-221 graus.Una bona soldadura sense plom també ha de formar compostos intermetàl·lics amb un gruix de 0,5-3,5um.La temperatura de formació dels compostos intermetàl·lics també és de 10-15 graus per sobre del punt de fusió, que és de 230-235 graus per a la soldadura sense plom.Com que la temperatura màxima dels dispositius electrònics originals de soldadura sense plom no canvia, la finestra del procés de soldadura ideal per a la soldadura sense plom és de 230-240 graus.
La reducció dràstica de la finestra del procés ha comportat grans reptes per garantir la qualitat de la soldadura, i també ha comportat requisits més elevats per a l'estabilitat i la fiabilitat dels equips de soldadura sense plom.A causa de la diferència de temperatura lateral en el propi equip i la diferència en la capacitat tèrmica dels components electrònics originals durant el procés d'escalfament, el rang de finestra del procés de temperatura de soldadura que es pot ajustar en el control del procés de soldadura de refluig sense plom es fa molt petit. .Aquesta és la veritable dificultat de la soldadura per reflux sense plom.A la figura 1 es mostra la comparació específica de la finestra del procés de soldadura de refluig sense plom i sense plom.
En resum, el forn de reflux té un paper vital en la qualitat del producte final des de la perspectiva de tot el procés sense plom.Tanmateix, des de la perspectiva de la inversió en tota la línia de producció SMT, la inversió en forns de soldadura sense plom sovint només representa el 10-25% de la inversió en tota la línia SMT.És per això que molts fabricants d'electrònica van substituir immediatament els seus forns de reflux originals per forns de reflux de més qualitat després de canviar a la producció sense plom.
Hora de publicació: 10-agost-2020